
Preparation for Flux Core Welding
Setting Up the Welder
When setting up the welder for flux core welding, it’s crucial to adjust the voltage and amperage settings to match the thickness of the material being welded. For thinner materials, lower settings prevent burn-through, whereas thicker materials require higher settings for adequate penetration. Typically, a welder might use 18-22 volts and 140-180 amps for 0.5-inch thick steel, a common specification in structural projects.
Selecting the Right Wire and Gas Combination
Choosing the appropriate wire and gas combination is essential for achieving strong and clean welds. The two primary types of flux core wire are self-shielded and gas-shielded. Self-shielded wires are ideal for outdoor conditions where wind might disperse the shielding gas. Gas-shielded wires, are better suited for indoor applications where they provide cleaner welds with less spatter. Using a 0.035-inch diameter wire is a common choice for general fabrication work, offering a balance between versatility and welding speed.
The gas combination for flux core welding typically involves CO2 or a mix of CO2 and Argon. A 75/25 mix of Argon and CO2 is popular for its ability to produce smoother welds with less spatter compared to 100% CO2, which is more economical but results in more spatter and a rougher bead appearance.


Pre-Welding Safety Checks
Safety checks are paramount before starting any welding task. This includes inspecting the welding equipment for any signs of wear or damage, ensuring all connections are secure, and checking the work area for flammable materials. Welders should always wear appropriate protective gear, a welding helmet with the correct shade of lens (usually between shade 10 to 13 for flux core welding), fire-resistant clothing, gloves, and safety glasses.
By carefully setting up the welder, selecting the right materials, and conducting thorough safety checks, welders can ensure not only the quality of their welds but also their personal safety and the longevity of their equipment.
Techniques in Flux Core Welding
Understanding Welding Positions
Welding positions significantly affect the approach and technique used in flux core welding. The four basic positions are flat, horizontal, vertical, and overhead. Flat position welding is the easiest and most efficient, allowing for high deposition rates and speed. Horizontal positions require more skill to prevent sagging or dripping of the molten pool. Vertical and overhead positions are the most challenging due to gravity’s effect on the weld pool, demanding lower heat input and higher skill levels to achieve quality welds.
The Importance of Travel Angle in Flux Core Welding
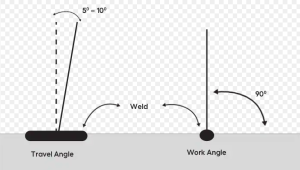
Travel angle plays a pivotal role in controlling the shape and quality of the weld bead. An optimal travel angle ensures adequate penetration and a clean, smooth weld bead. This angle refers to the tilt of the welding gun in the direction of welding, affecting bead width, depth of penetration, and overall weld appearance.
Defining Travel Angle
Travel angle is categorized into two types: push angle and drag angle. A push angle is where the torch tilts in the direction of welding, typically used for thinner materials to increase visibility and gas coverage. A drag angle is the opposite, with the torch tilted away from the direction of welding, better suited for deeper penetration in thicker materials.
Recommended Travel Angles for Different Welding Positions
For flat and horizontal welding positions, a travel angle between 10 to 15 degrees is generally recommended to balance penetration and bead shape. In vertical welding, maintaining a tight angle of 5 to 10 degrees can help control the weld pool. Overhead welding often requires a straight or slightly drag angle to prevent the molten pool from falling.
Manipulation Techniques for Flux Core Welding
Effective manipulation of the welding torch can enhance the quality and appearance of the weld. Techniques such as weaving, pausing, and stitching can address various welding challenges. Weaving helps in covering larger areas and controlling heat input, especially useful in vertical positions to manage the weld pool size. Pausing at the sides of a weave pattern can ensure good tie-in with the base material, critical for achieving structural integrity. Stitching, a series of overlapping spot welds, can be effective in controlling distortion in thin materials.
By understanding and applying these techniques, welders can achieve better control over their work, leading to stronger, higher quality welds in flux core welding. Knowledge of positions, travel angles, and torch manipulation are essential for navigating the complexities of flux core welding and optimizing outcomes.
Troubleshooting Common Flux Core Welding Issues
Addressing Poor Weld Penetration
Poor weld penetration often results from incorrect power settings, improper travel speed, or using the wrong wire diameter. To improve penetration, adjust the welder to a higher voltage setting or increase the amperage, keeping in mind that for 0.5-inch thick steel, a setting of approximately 22 volts and 180 amps could be effective. Reducing the travel speed allows more heat to concentrate on the weld area, enhancing penetration. Using a smaller diameter wire, such as 0.030 inches, can also increase penetration by focusing the welding arc.
Solutions for Excessive Spatter
Excessive spatter in flux core welding is usually a symptom of too high voltage, incorrect wire feed speed, or improper shielding gas mixture. Lowering the voltage and adjusting the wire feed speed can significantly reduce spatter. For applications using gas-shielded flux core wires, ensuring a proper gas mixture, like a 75/25 Argon/CO2 blend, can minimize spatter by stabilizing the arc and providing better coverage.
Correcting Weld Porosity
Weld porosity is typically caused by contamination in the weld area, insufficient shielding gas, or moisture in the wire. Thoroughly cleaning the base material before welding can eliminate contaminants such as oil, rust, or dirt, which are common culprits of porosity. Ensuring the use of dry, properly stored wire and checking for adequate gas flow (typically between 20-25 cubic feet per hour) are critical steps to prevent porosity. If using self-shielded wire, storing it in a dry environment reduces the risk of moisture absorption, which is a known cause of porosity.


By addressing these common issues directly, welders can significantly improve their flux core welding results, achieving stronger, cleaner, and more reliable welds. Understanding the causes and remedies of these problems enhances the overall welding quality and reduces the need for rework, saving both time and material costs.